突破 “卡脖子”!欧世盛催化加氢评价成套技术及设备通过石化联合会科技成果鉴定
近日,欧世盛公司联合清华大学张吉松副教授课题组完成的 “基于微填充床的全自动高通量催化加氢评价成套技术及设备” 项目,顺利通过中国石油和化学工业联合会组织的科技成果鉴定。标志着公司在催化加氢装备与催化剂评价领域的核心技术得到国家级行业权威认可,整体技术达到国际先进水平,其中微流体输送和分离技术处于国际领先水平。
基于微填充床开发了全自动高通量催化加氢评价成套技术,包括膜分散气液微混合、非均匀加热(等温区占全柱管40%以上)、电子压力自动控制(精度士0.02MPa)、高压微量液体精准输送(精度士0.5%F.S.)和微量流体气液分离等核心内容,解决了催化加氢评价过程中微流体流动、传质和传热的共性难题。
基于成套技术开发的单通道全自动加氢仪,相比于釜式设备,气液传质效率提高300倍,系统持液体积小于10mL,装置运行稳定时间由数小时减少到10至30min。
开发了支持并行和独立工作模式的16通道高通量催化剂评价设备,实现了气固和气液固多相催化体系的全自动快速评价,填补了国内催化剂高通量评价装置空白。
该项目研发的全自动加氢仪和高通量催化剂评价设备,针对国内加氢装备与催化剂评价设备的核心技术瓶颈,聚焦设备的共性核心技术实现系统性突破。
微填充床反应器技术
● 使用小颗粒尺寸催化剂,具有更好的气液混合性能,更优异的粒间传递性能,反应器体积小,大幅减少反应时间,提高反应过程收率。
● 反应过程清洁无废液,具有本质安全性。
● 保持传统滴流床的平推流特性,反应器易组装、催化剂易固载,产物易分离,操作过程易连续化等优点。
全闭环自动控制系统
● 软硬件一体化深度集成管控,彻底改变传统设备自动化水平低、人工干预多、数据重复性差的现状。
● 采用“上位机+下位机”双层控制架构,上位机负责参数设置、数据采集、报表生成与远程监控,下位机负责现场实时控制与信号反馈,两者协同联动,确保控制精度与响应速度。
● 整合自研高精度注射泵、柱塞泵、自动背压阀、恒流阀等核心硬件,实现原料进料、加氢反应、气液分离、在线取样、产物分析、工艺参数自优化的全流程自动化联动。
全链条本质安全一体化防护技术
● 构建“源头防控-过程预警-分级联锁-应急处置“全链条防护体系。
● 配备7重安全联锁保护系统,涵盖氢气泄漏预警联锁、超温联锁、超压联锁、漏液联锁、过载联锁、紧急停车联锁、惰性气体置换联锁,实现全流程安全管控。
核心部件全国产化集成技术
● 核心硬件自主研发,解决了进口部件采购成本高、供货周期长、适配性差、供应链不稳定的行业痛点。
● 自研核心部件涵盖反应、控制、安全、分离等全流程关键环节,包括自动减压阀、高精度注射泵、高精度柱塞泵、液体进液预热器、气液微混合器、反应炉、气液分离器、全自动背压阀、恒流阀等。
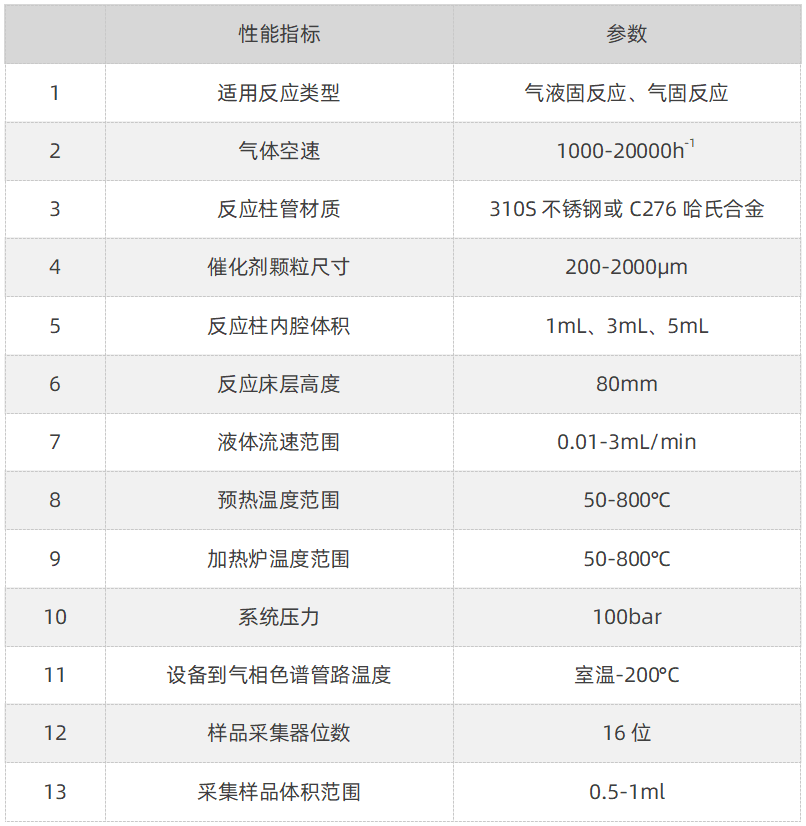
主要性能指标
此次获得石化联合会成果鉴定,既是行业对公司技术实力、创新能力和产学研模式的充分肯定,也为公司技术转化与市场推广奠定了基础。未来,公司将继续聚焦化工智能装备前沿方向,加快成果产业化应用,助力我国石化及相关产业突破技术壁垒、迈向更高质量的创新发展之路。

